MPC is used for control of polymerization temperature and reaction rates, as well as final product quality, by controlling cooling and heating utilities and metering (dosing) rates of initiators and monomers.
The main benefits of using this technology compared to conventional control are:
- Accurate control of reactor temperature and reaction rates.
- Increased productivity by maximization of monomer feed rates, within constraints determined by available cooling capacity, pressure constraints, and other quality and safety related constraints.
- Control of final product quality in accordance with specifications.
The essential features of the CENIT technology, which enables the above benefits, are:
- Online parameter estimation – the model adapts online to changes in process conditions.
- Predictive control – the future process performance is continuously predicted and optimized.
Process modelling
The mechanistic process model utilized within Cybernetica CENIT is adapted to each specific process unit. Reactor design data are acquired from the customer. Other model parameters are estimated off-line from logged process data and lab measurements using Cybernetica ModelFit.
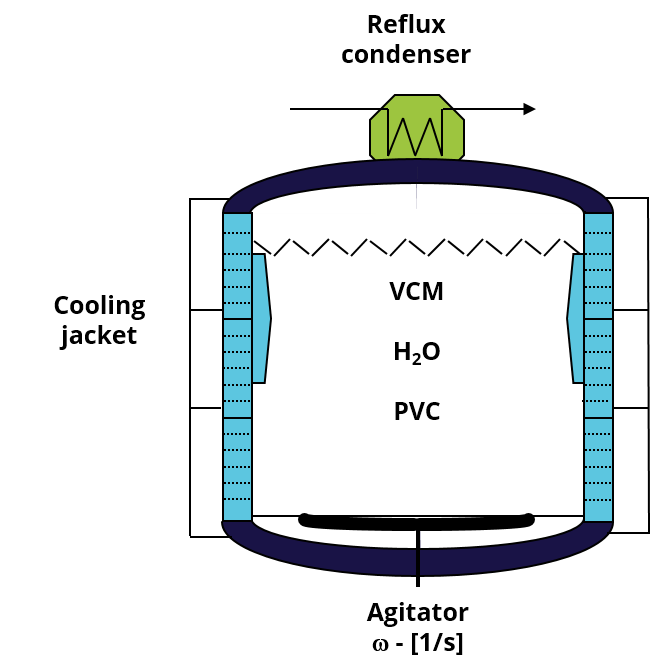
Model of semi-batch emulsion co-polymerization reactor
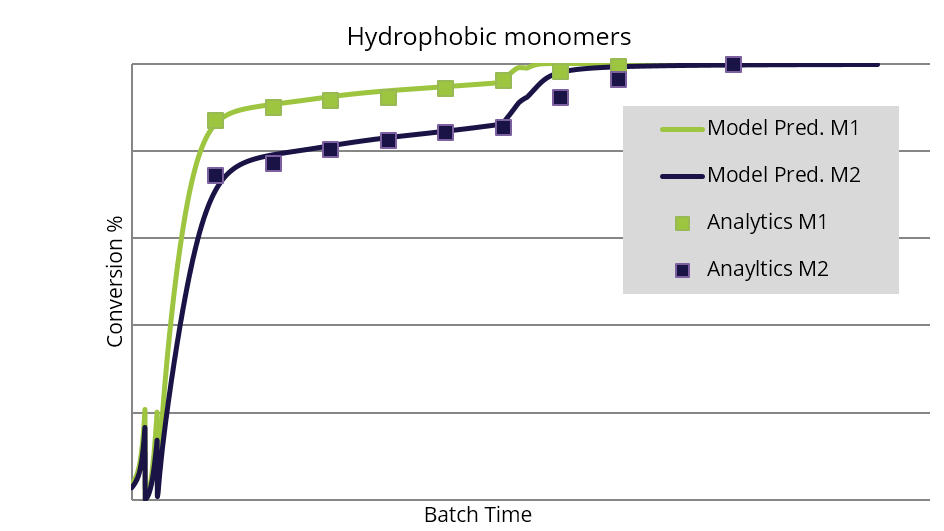
- Reaction kinetics for the specific system of hydrophilic and hydrophobic monomers.
- Phase equilibria and phase transfer rates.
- Energy balances for reactor with cooling and heating utilities.
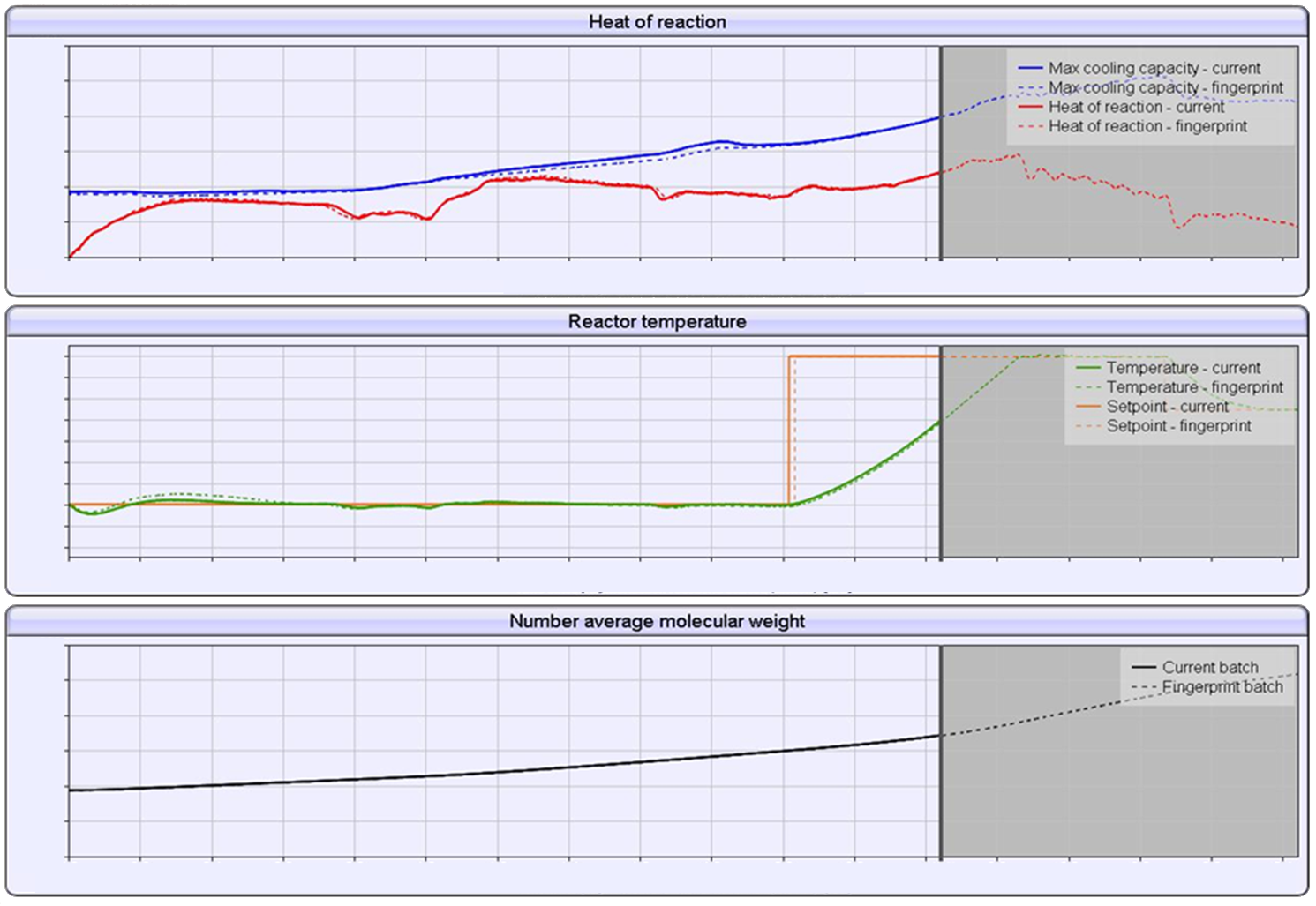
- Quality parameters (e.g., Mn, Mw) are estimated from moments of the MWD and validated from analytical measurements.


Model predictive control (MPC)
The MPC controller provides the following functionality:
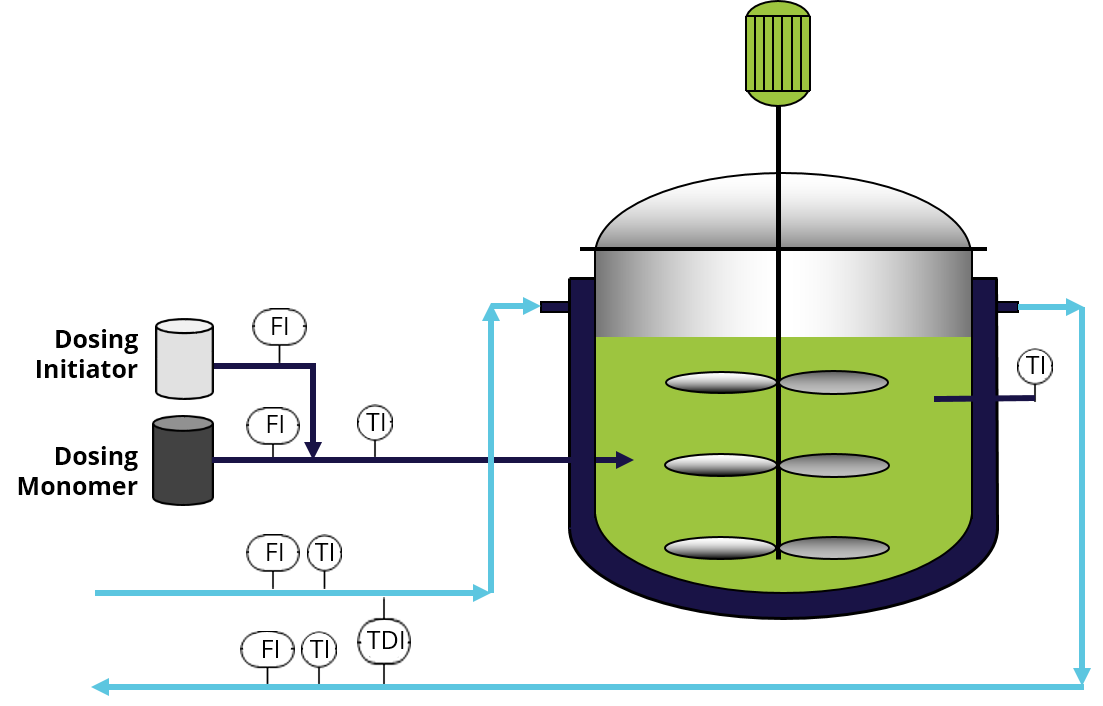
- Accurate temperature control by steam heating and jacket cooling.
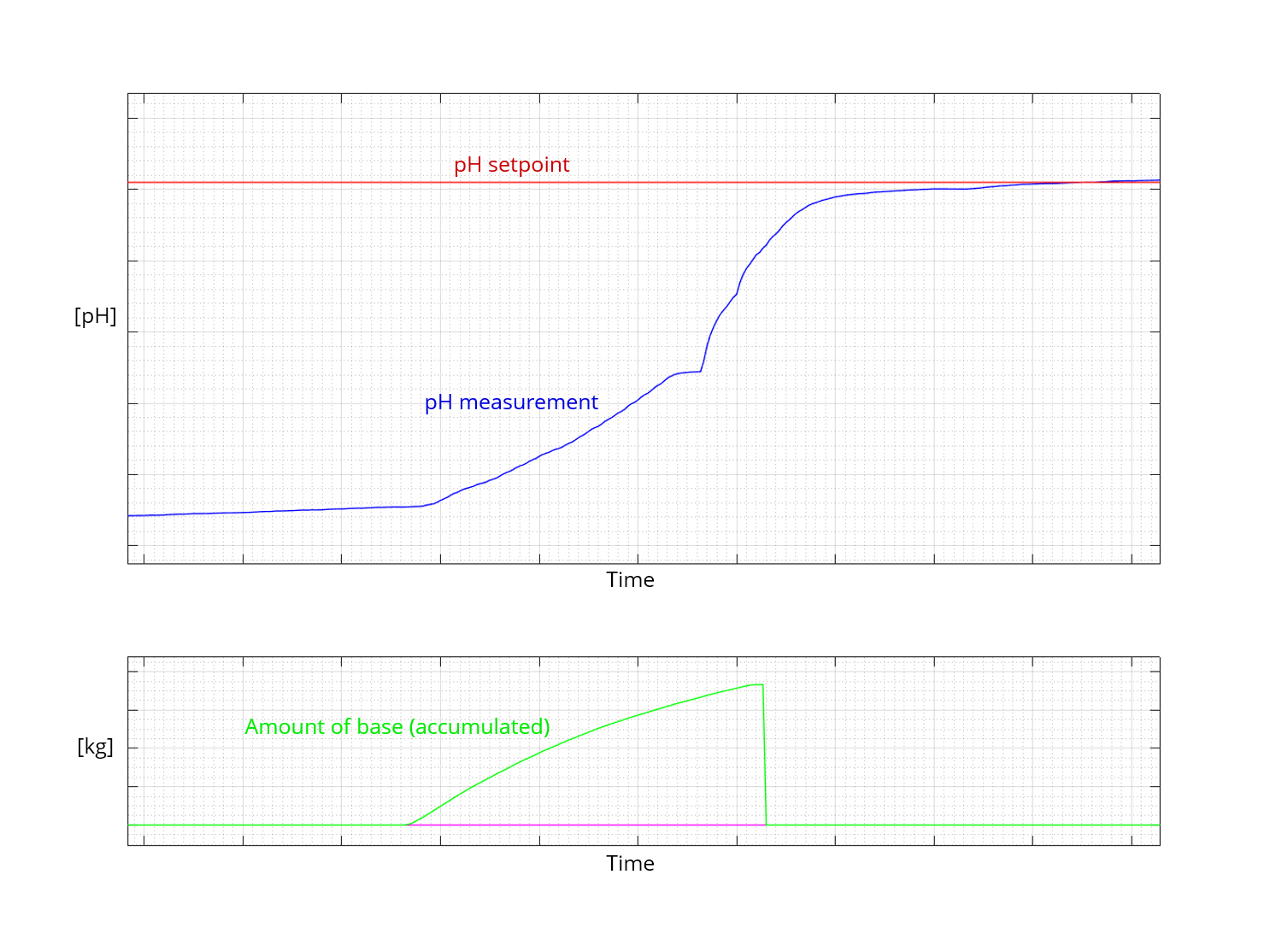
- Metering (dosing) of monomers and initiator: Maximization of monomer feed rates, within constraints determined by available cooling capacity, pressure constraints, and other quality and safety related constraints.
- Control of polymer quality: The temperature profile is optimized such that the specified average molecular weight (Mn, Mw) is reached and the polymerization time is minimized.
Safe operation
The CENIT system will ensure that the polymerization reactions are safely controlled in spite of uncertain model parameters. The adaptive model will compensate for deviations between the predicted and the actual reaction heat, as well as varying cooling capacity throughout the batch.
In addition to the inherent safety associated with the MPC methodology and the online model adaptation, the CENIT system includes fault detection and diagnosis functionality.
Implementation
Cybernetica CENIT applications typically run on a dedicated application station (Windows server). It communicates with a DCS system via the Open Platform Communications (OPC) protocol.
Cybernetica employees have extensive experience in industrial implementation and commissioning of advanced process control (APC) applications.
Integration with sequential batch control system
Cybernetica CENIT can run independently of a batch control system, with the operator providing essential inputs such as recipe specific parameters. CENIT can, however, preferably be integrated with a sequential batch control system, in which case the batch control system will provide a number of input parameters to CENIT, dependent on the current stage in the batch process and on the specific polymer grade being manufactured.
Maintenance
Cybernetica’s maintenance programme ensures that all applications perform at their best at all times. Cybernetica rapidly responds to customer requests. Cybernetica CENIT has built-in functionality for reproduction and diagnosis of current or past process situations, facilitating efficient analyses of issues reported by the customer.
The most common and important issues are reported directly to the operators, enabling the operators to act when necessary.